OMC Consult - Qualidade e Inovação em Projetos de Supply Chain

Endereço: Av. Rio Branco, 1 / 1201 - Centro – Rio de Janeiro – RJ – cep: 20.090-907
Telefone: +55 21 2143-5759



Endereço: Av. Rio Branco, 1 / 1201 - Centro – Rio de Janeiro – RJ – cep: 20.090-907
Telefone: +55 21 2143-5759
A revisão da literatura inicia olhando o conceito de complexidade na indústria transformadora.
Uma definição de um sistema complexo pode referir-se a um “[…] [Sistema que tem padrões de conexões entre os subsistemas de tal forma que a previsão do comportamento do sistema é difícil sem análise substancial ou computação […] “(Deshmukh et ai., 1998, p. 645)
Assim, de acordo com a definição, os sistemas de fabricação são inerentemente complexos, devido à natureza dinâmica dos ambientes de produção e sistema de integração. Contudo, a complexidade pode ser dividida em duas categorias diferentes: estática e dinâmica.
A complexidade estática refere-se à complexidade da estrutura do sistema, padrões conectivos variedade de componentes e os pontos fortes de interações.
A Complexidade dinâmica refere-se à complexidade da imprevisibilidade no comportamento do sistema ao longo do tempo.
Para podermos entender e analisar essa complexidade, precisaremos responder às seguintes questões:
Ø Como o processo de fabricação está organizado? Quais são as etapas anteriores e posteriores do recurso gargalo?
Ø Que tipos de componentes fluem através do gargalo? Alguma carga pode ser retirada do gargalo através de reorganização ou investimentos? Qual é o efeito potencial sobre as receitas e saídas?
Ø Se o recurso gargalo está sempre ocioso, o que está ocasionando isso? Podem as razões ser divididas em diferentes categorias?
Ø Quais são as implicações destes resultados e quais ações poderiam ser tomadas para melhorar o desempenho no recurso gargalo?
Os sistemas de fabricação muito frequentemente exibem complexidade estática, mesmo que não exibam complexidade dinâmica. No entanto, raramente os processos são controlados de modo que o comportamento do sistema seja totalmente previsível. Portanto, a maioria dos sistemas de produção irá incluir complexidade tanto estática como dinâmica.
Como é que se evita a complexidade? Resumindo: Calinescu et al, (1998), “reduzindo a flexibilidade e reduzindo assim as possibilidades de fabricação e alternativas que o sistema tem”.
Como podemos ver, flexibilidade e complexidade são necessariamente dois lados da mesma moeda e as organizações enfrentam um trade-off (conflito de escolha, é uma decisão onde você precisa abrir mão de uma coisa em função de outra) entre os dois. Enquanto a flexibilidade tem muitos benefícios, tais como aumento da produção e personalização do produto, se não for gerida de forma adequada, pode levar o sistema a ser não previsível, não controlável, ineficiente e ineficaz. Calinescu et al. (1998) apresenta uma lista de componentes que determinam a complexidade de fabricação. Estes componentes são os seguintes:
O livro mais famoso de Goldratt foi escrito juntamente com Jeff Cox: “A Meta”. Foi publicado em 1984 e examina o caso de uma fictícia planta de produção americana que está perto de fechar e se transforma na melhor planta da organização, seguindo os princípios da TOC.
Outro livro, publicado em 1986 e escrito em conjunto com Robert E. Fox chamado “The Race” entra em mais detalhes sobre as ferramentas específicas e técnicas que fazem parte do TOC, focalizando as dificuldades que poderão surgir no processo de implementação. Além disso, introduz o sistema logístico de Goldratt para o fluxo de material chamado o de tambor-pulmão-corda (DBR). Maiores detalhes sobre a evolução da TOC podem ser encontrados, por exemplo, em Watson et ai. (2007).
Vale a pena lembrar, sobre o sistema de tambor-pulmão-corda (DBR) que ele evoluiu a partir do software de planejamento chamado tecnologia otimizada de produção (OPT), que foi introduzido pela primeira vez como um sistema comercial por Goldratt e seus associados (Goldratt, 1988).
OPT foi criticado pesadamente desde que foi introduzido pela primeira vez alegando os seus críticos que ele oferece uma programação ideal e porque o algoritmo que ele usa nunca foi revelado por Goldratt para a comunidade científica. A abordagem TOC atual não inclui mais OPT. (Rahman, 1998) Boyd e Gupta (2004) categorizam TOC como uma visão orientada para a taxa de transferência em fabricação. (throughput)
Esta opinião é partilhada pelo próprio Goldratt (1990); no mundo da taxa de transferência, há três dimensões de acordo com (Boyd & Cupta, 2004); e em TOC elas são expressas da seguinte forma:
No coração da TOC reside a ideia de que a maioria das organizações de manufatura estava fazendo muitas coisas erradas nos USA entre os anos 70 e 80, quando tentaram competir com as organizações japonesas que usavam técnicas como Just-In-Time (JIT) para produzir bens de qualidade com uma cadeia de suprimentos enxuta.
Nos EUA, a divisão de fabricação das empresas estava focada em medidas de “eficiência” – como o tempo ou custo por peça fabricada – mas esqueceram de olhar os gargalos no processo de produção e não se concentraram na coisa que importava: o lucro final (bottom line).
O foco das organizações de manufatura deve ser; a maximização de receitas, com o mínimo de estoque e as despesas operacionais, uma vez que estes três objetivos em conjunto irão maximizar o objetivo final: Aumentar a receita. (Goldratt e Cox, 1984). Esses autores destacaram o problema nas organizações de fabricação através de seu desempenho nos negócios – a meta (1984).
Voltados para os fatos que realmente importavam no que diz respeito a aumentar a receita comunicou eles discutem que a maneira de olhar para os custos de produção nos anos oitenta – e anterior – derivados de práticas contábeis, tinha pouco a ver com a fabricação.
As assim chamadas de eficiências nas quais os gerentes de fábrica eram obcecados, realmente importava muito pouco, a não ser que o recurso em questão fosse um gargalo, porque, com efeito, um recurso gargalo determina a saída (receita) de uma planta inteira. Goldratt e Cox (1984) enfatizam que nenhuma planta pode produzir mais produtos por dia do que o recurso gargalo pode produzir. Assim, quaisquer melhorias na eficiência de produção em qualquer outro recurso são “um engano”, ou seja, eles não afetam a receita final. (figura abaixo).
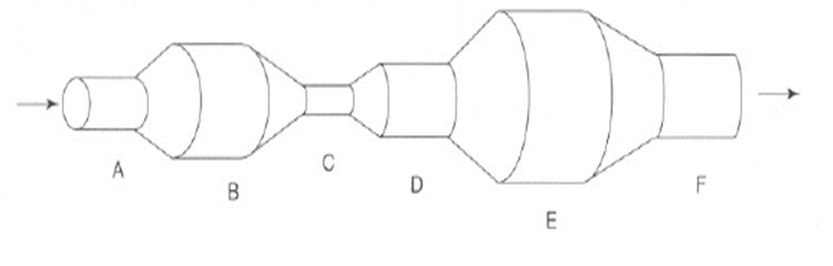 Figura – Representação de uma tubulação com restrições (“gargalos”)
Figura – Representação de uma tubulação com restrições (“gargalos”)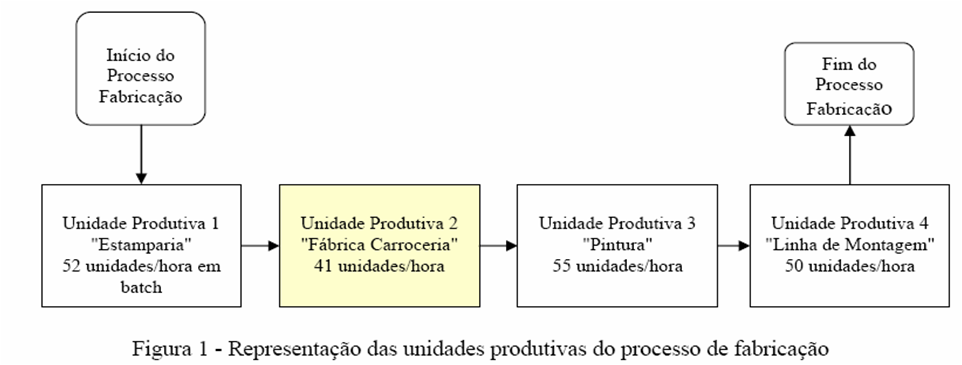
Figura 1 – Representação das unidades produtivas do processo de fabricação
Como podemos observar, a Unidade produtiva 2 é o “gargalo” porque limita em 41 u/h a sua “saída”.
2.2 – A melhoria contínua de processos na TOC – A Teoria das restrições defende um processo de melhoria contínua que permite às empresas se concentrarem nos pontos de estrangulamento do processo de fabricação. As medidas destinam-se a observar, se a empresa está no caminho certo. O núcleo do processo de melhoria que TOC sugere vem de cinco passos básicos. Essas etapas são “descobertas” gradualmente pelos personagens principais no livro “a meta” à medida que eles tentam melhorar o desempenho da sua planta.
Goldratt (1990) também explica as etapas em mais detalhes em outro livro chamado “O que é essa coisa chamada Teoria das Restrições e como ela deve ser implementada?”
2.3.1. Identifique a Restrição Operacional – analisar e definir os gargalos existentes, classificando-os de acordo com sua importância, ou seja, o seu efeito sobre o “objetivo” – aumentar a receita, reduzindo as despesas operacionais e de estoque.
2.3.2. Explore a restrição – depois de classificá-los, escolha em qual deles vai se concentrar e quais as opções de melhoria.
2.3.3. Subordine a restrição – todos os recursos não gargalos suprem os pontos de gargalo, que consomem tudo o que eles fornecem. Não há nenhum sentido em fornecer mais que a capacidade dos gargalos uma vez que são, por definição, a parte mais restritiva do processo de produção e, assim, determinar a saída. No entanto, não se deve ficar restrita demais pelos gargalos, uma vez que não são “atos de Deus”
2.3.4 Eleve a restrição – Quais recursos precisam ser adquiridos / investidos (treinamento, equipamentos mais ágeis, automação….)
Figura 1 – Representação das unidades produtivas do processo de fabricação
Como podemos observar, a Unidade produtiva 2 é o “gargalo” porque limita em 41 u/h a sua “saída”.
2.2 – A melhoria contínua de processos na TOC – A Teoria das restrições defende um processo de melhoria contínua que permite às empresas se concentrarem nos pontos de estrangulamento do processo de fabricação. As medidas destinam-se a observar, se a empresa está no caminho certo. O núcleo do processo de melhoria que TOC sugere vem de cinco passos básicos. Essas etapas são “descobertas” gradualmente pelos personagens principais no livro “a meta” à medida que eles tentam melhorar o desempenho da sua planta.
Goldratt (1990) também explica as etapas em mais detalhes em outro livro chamado “O que é essa coisa chamada Teoria das Restrições e como ela deve ser implementada?”
Figura 1 – Representação das unidades produtivas do processo de fabricação
Como podemos observar, a Unidade produtiva 2 é o “gargalo” porque limita em 41 u/h a sua “saída”.
2.2 – A melhoria contínua de processos na TOC – A Teoria das restrições defende um processo de melhoria contínua que permite às empresas se concentrarem nos pontos de estrangulamento do processo de fabricação. As medidas destinam-se a observar, se a empresa está no caminho certo. O núcleo do processo de melhoria que TOC sugere vem de cinco passos básicos. Essas etapas são “descobertas” gradualmente pelos personagens principais no livro “a meta” à medida que eles tentam melhorar o desempenho da sua planta.
Goldratt (1990) também explica as etapas em mais detalhes em outro livro chamado “O que é essa coisa chamada Teoria das Restrições e como ela deve ser implementada?”
O processo de pensamento tem três etapas destinadas a esclarecer o que uma organização precisa fazer para alcançar seus objetivos. Os passos são (Goldratt, 1990):
O primeiro passo é bastante simples: se destina a identificar os problemas centrais que a empresa possui. Isto irá resultar no comprometimento das pessoas para contribuírem para a melhoria, uma vez que elas entendem a gravidade do problema. No segundo passo, são desenvolvidas soluções simples e práticas para atingir as metas necessárias. Na etapa final, as pessoas apropriadas, aqueles que são fundamentais para o sucesso da mudança, são induzidas a implementar essas soluções. (Goldratt, 1990)
Para ajudar a implementar essas mudanças, Goldratt e seus associados desenvolveram várias ferramentas. Essas ferramentas incluem a árvore da realidade atual (CRT), a nuvem evaporativa (CE), árvore da realidade futura (FRT), árvore Pré-requisito (PRT), árvore de Transição (TT) e um conjunto de regras lógicas chamadas categoria de reserva legítima (CLR) (Rahman, 2002 e Kim et al.,2008).
No desenvolvimento da árvore de realidade futura aparamos quaisquer ramos negativos, pois, estamos desenvolvendo nossa solução, podemos adaptá-la às nossas circunstâncias específicas. Agora, temos de lidar com as reservas substanciais o “sim, mas….” que nos dizem ainda há verdadeiros obstáculos que bloqueiam o nosso progresso. Afinal, se uma injeção a uma árvore realidade futura é bastante simples, por exemplo: “simplesmente sair e fazê-lo”, então não teríamos necessidade de escrever uma árvore de pré-requisito para isso. Se acharmos que não podemos simplesmente ir e fazer o que estiver decidido, precisamos parar e pensar por um tempo.
A árvore de pré-requisito é composta por dois elementos, um obstáculo e um objetivo intermediário. O objetivo intermediário é a ação que devemos empreender para superar o obstáculo. Pode haver vários obstáculos independentes para uma injeção (obstáculos ou são coisas que existem agora; que temos de remover ou superar, ou coisas que não existem agora que devemos obter).
Goldratt (1990) sugere que TOC requer um novo conjunto de medidas de desempenho para auxiliar a fabricação das organizações se concentrem no aumento da receita. Ele enfatiza que as fábricas devem se concentrar em melhorar a taxa de transferência (T- throughput), reduzindo simultaneamente Estoque (I) e a Despesa Operacional (OE). Concentrando-se em três medidas operacionais vão aumentar a receita gerada pela fábrica. Esses objetivos podem ser traduzidos em medições financeiras através das seguintes fórmulas:
(1) Lucro Líquido (NP) = lucro expresso em moeda local = T – OE
(2) retorno do investimento (ROI) = lucro relativa = NP / I
(3) O fluxo de caixa (CF) = quantidade de dinheiro que a empresa tem.
Não é um problema quando a empresa tem dinheiro suficiente, no entanto, torna-se um problema quando a empresa começa a diminuir as entradas (receitas).
Após a Leitura do texto, resuma o que entendeu e como TOC pode auxiliar para melhorar a Gestão da Cadeia de Suprimentos.
© OMC Consult Ltda.
Desenvolvimento: ![]()