OMC Consult - Qualidade e Inovação em Projetos de Supply Chain

Endereço: Av. Rio Branco, 1 / 1201 - Centro – Rio de Janeiro – RJ – cep: 20.090-907
Telefone: +55 21 2143-5759



Endereço: Av. Rio Branco, 1 / 1201 - Centro – Rio de Janeiro – RJ – cep: 20.090-907
Telefone: +55 21 2143-5759
Este mês retomaremos o tema Teoria das Restrições, desta vez avaliando sua utilização no ressuprimento dos estoques.
Lee and Kim (2002) sugerem que os principais programas com foco na cadeia de suprimentos são: planejamento e controle da produção , distribuição e logística.O planejamento e controle estão associados a todas as operações de manufatura; tais como, processamento em gestão de projeto envolvendo controle e gestão de estoque, bem como, previsão de materiais. Já os processos de Distribuição e Logística estão associados às decisões de obtenção de transporte de produtos; desde a Fábrica até os clientes ou distribuidores, incluindo atualizações de estoque, transporte e entrega de produtos aos clientes (Bowersox and Closs, 1996).
Beamon (1998) sugere que a Cadeia de Suprimentos deve incluir várias partes importantes que, de acordo com os modelos de classe mundial, geralmente se dividem nas seguintes categorias:
(1) Controle de Material: estabelece a quantidade de material a ser solicitado, o intervalo de cada pedido, o tempo de reposição de cada ponto da cadeia de suprimentos, a lista de materiais (BOM), dados de custo e tempo de resposta necessário a cada ponto da produção.
(2) Controle da Produção: determina a quantidade a ser produzida de cada produto, o tempo de reposição e o tempo de resposta requerido de certos materiais.
(3) Estoque de produtos acabados: determina o lote econômico a ser produzido e o volume de cada produto, de acordo com o custo, a demanda, o tempo de reposição, etc.
(4) Distribuição: estabelece uma estratégia de repor estoques para cada um dos vários pontos de distribuição de acordo com o custo, o tempo de transporte, a demanda de cada produto, a rede local de distribuição, etc.
Lee and Billington (1993), and Lee et al. (1993) desenvolveram uma verificação randômica periódica de pedidos de reposição do estoque. Esse modelo determina o passo a passo da programação da cadeia de suprimentos, executando diferentes operações e libera processos em diferentes estruturas de mercados alvo a fim de determinar a melhor política de reposição de matérias primas.
A Teoria propõe uma solução ganha – ganha, principalmente para os conflitos que ocorrem na gestão do estoque na cadeia de suprimentos (Goldratt, 1994).
A cadeia de suprimentos, como um todo, contempla desde a aquisição das matérias primas, seu processamento e entrega ao cliente através de centros de distribuição.O maior benefício é atender aos requisitos de demanda dos clientes, com o menor custo e no menor tempo. Inevitavelmente, seguindo este processo, um grande número de estoque será acumulado para assegurar que o consumidor possa receber os produtos no momento em que necessite comprar.
Este tipo de gestão, contudo, também está apto a acumular muito estoque nos pontos de vendas conduzindo toda a cadeia a um alto risco, desde a origem dos custos de estoque à lentidão das vendas ou produtos vendidos com perda.
Entretanto, existe outro método de gestão de estoque que permite navegar com estoque menor e evitar perdas de custo com estoque devido às flutuações de demanda no mercado.
Como mostrado na figura 3, estes dois métodos são confrontados com dilema e conflito.

Figura 3 : O gráfico de confronto de gestão de estoques na Cadeia de Suprimentos – Golfdratt (1994)
Hoje em dia, a utilização da Teoria das Restrições na Cadeia de Suprimentos existe em aplicação, em um número significativo de empresas que melhoraram o seu giro de estoques e o processo produtivo (figura 4); bem como, a eficiência da velocidade de resposta ao mercado (Armentano et al., 1999; Blackstone, 2001; Hoffman and Cardarelli, 2002; Novotny, 1997; Patnode, 1999; Sharma, 1997; Waite et al., 1998; Watson and Polito, 2003; Wu et al., 2010a, b).
Figura 4: Processo de Produção
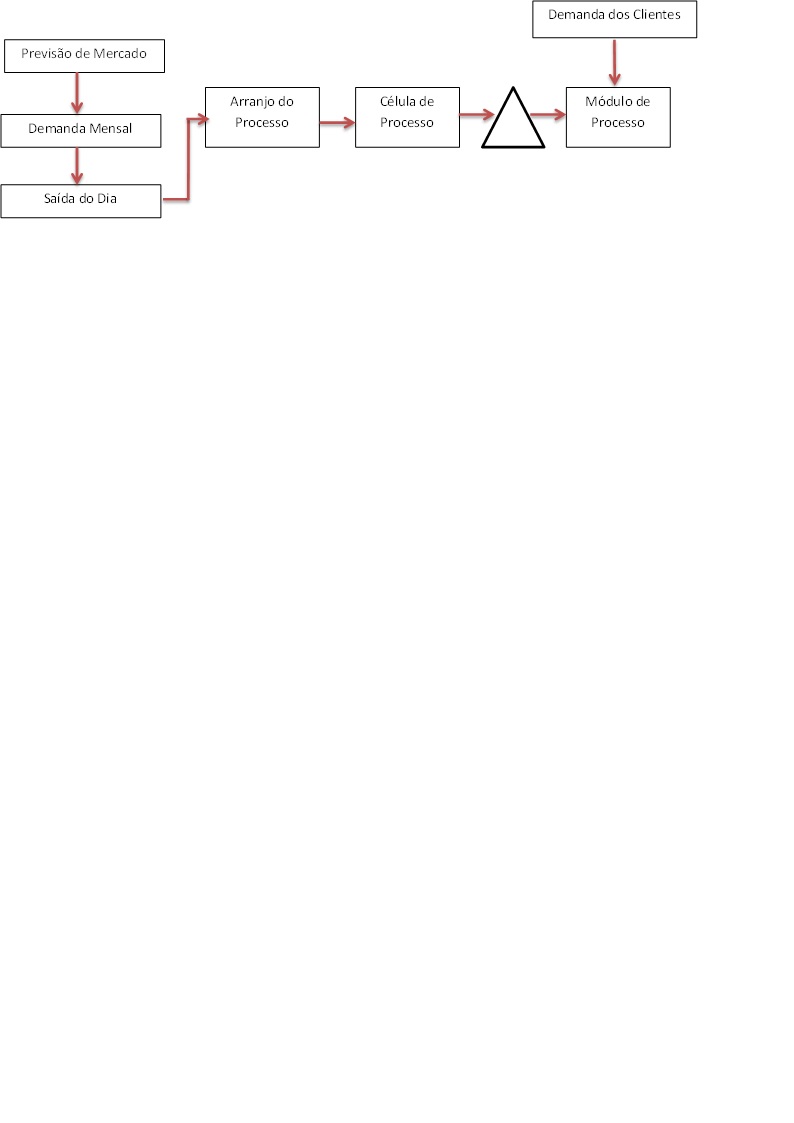
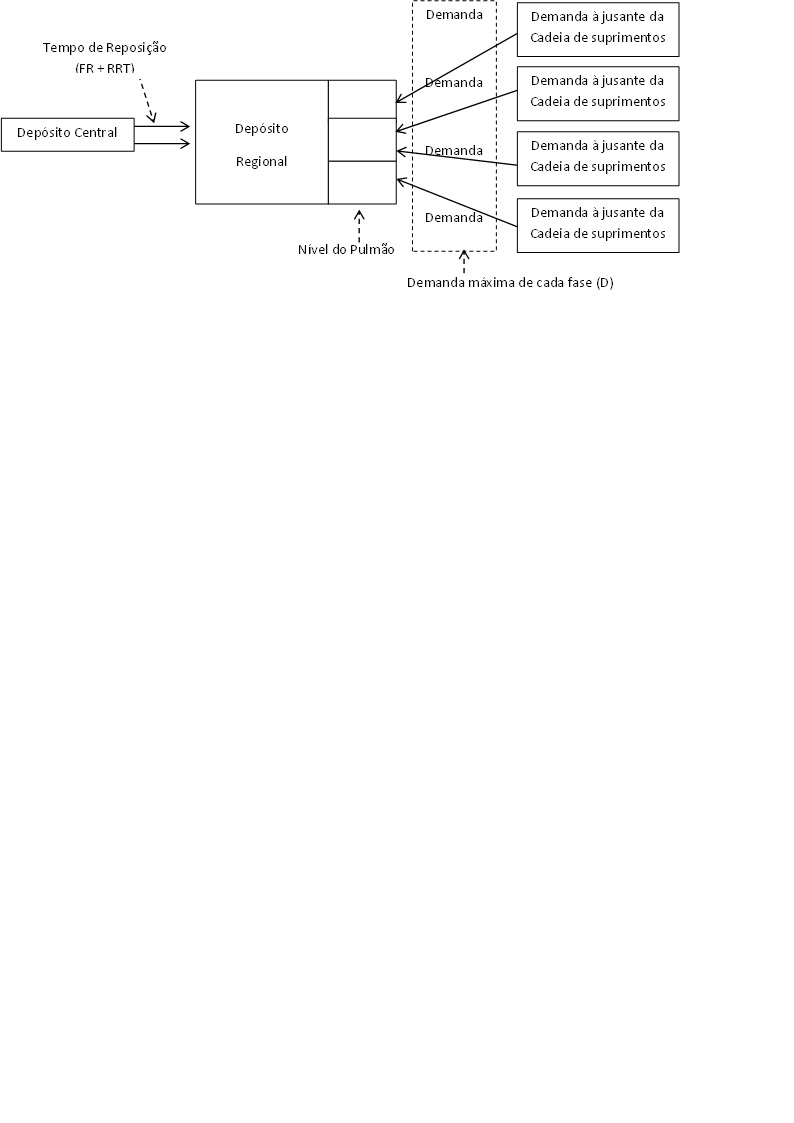
Figura 5 – O mecanismo de ressuprimento da Cadeia de Suprimentos pela Teoria das Restrições
O propósito do mecanismo é levar em consideração a correlação entre todos os diferentes tipos de produto e os estoques de cada um, nos diversos pontos de armazenagem / distribuição; e desta forma, prover o ressuprimento via modelo mais adequado.
A análise da frequência de ressuprimento vai mostrar o ponto temporal adequado para se encontrar o tempo de reposição de cada item dentro de um ciclo apropriado; porque o estoque não cobre somente a reposição entre embarques consecutivos, mas também entre produções consecutivas.
A reposição entre embarques pode ser autoanalisada na base dos níveis de estoque; contudo, como a reposição entre produtos produzidos está associada ao fato que cada produto possui seu próprio estoque de materiais, componentes, semiacabados, etc., e que, portanto, temos que analisar a frequência de reposição de cada produto para decidir por quanto tempo ele precisa de reposição levando em consideração a capacidade real instalada.
Esta análise do tempo de reposição é usada, principalmente, para determinar o período de tempo necessário para a entrega dos pedidos pendentes nos fornecedores. Contudo, como existem dois tipos de reposição- entre embarques e entre produções – em todo estoque; se levarmos em conta apenas a reposição entre embarques, o tempo de reposição de Suprimentos levará em conta o tempo requerido para embarque. Mas, se os pedidos de reposição forem feitos com base nos processos de produção, deverão considerar o tempo total dos processos envolvidos, tanto quanto as quantidades de produtos requeridos.
Os modelos de reposição em cada ponto de estoque integrado à produção auxiliam principalmente a prover a quantidade requerida de ressuprimento para cada produto no tempo correto (data de entrega prometida); nas Facilidades onde cada processo ocorre e projetar o modelo de reposição com base nos diferentes módulos de previsão. Contudo, como os bens envolvidos nesses estoques são produtos elaborados a cada processo, podemos dizer que cada processo alimenta produtos semiacabados, durante a produção de acordo com a demanda a ser ressuprida. As chegadas de material prima e componentes ressuprirão os estoques a montante (upstream), baseada no consumo da produção de cada planta de processamento.
As simulações de mudanças da demanda auxiliam, através do cálculo de cada demanda esperada de produto, a definir a quantidade de ressuprimento esperada, estoque final, etc.; bem como, provê o controle de estoque a fim de monitorar se os níveis de estoque dos produtos estão dentro das métricas esperadas.
Conclusão:
Como vimos, o mecanismo de reposição da Cadeia de Suprimentos via Teoria das Restrições estabelece que a reposição deva ser feita, com base no consumo. Cada estoque está relacionado uns aos outros entre montante e jusante da cadeia de suprimentos e há três parâmetros no mecanismo: frequência de reposição (FR), tempo de reposição confiável (RRT) e pulmão máximo de estoque. Com esses dados, utilizando FR, RRT e parâmetros máximos de pulmão de estoque; calcula-se a quantidade de ressuprimento e quantidade de entrega. (Figura 5).
O tempo de reposição é estabelecido com a frequência de ressuprimento (FR) e o tempo de reposição confiável (RRT); onde a frequência de reposição se refere a quantas vezes o intervalo de tempo de reposição ocorre. Por exemplo, se um produto A é reposto no 3º, 7º e 10º dias, a frequência de reposição é de 3 dias. O tempo de reposição confiável é o tempo de espera para que o cliente receba os produtos pedidos. Por exemplo, se um pedido de um produto A for colocado (pelo cliente) no dia 10 e ele fica disponível para entrega, dia 15, o referido tempo de reposição confiável sera de 5 dias.
O nível pulmão, com base no histórico de vendas ao longo de um período de tempo, serve para avaliar a quantidade máxima de venda, durante o período de tempo de ressuprimento contínuo. Por exemplo, se o tempo de reposição para o produto A é de cinco dias, enquanto que a duração de fase de avaliação (testes), é de 20 dias, logo as vendas acdas durante 5 dias registradas na ficha de vendas ao longo dos últimos 20 dias é o nível pulmão.
© OMC Consult Ltda.
Desenvolvimento: ![]()